


Ремонт поршневой группы КрАЗ-256, КрАЗ-256Б
Ремонт поршневой группы в основном сводится к замене изношенных деталей. Снятые с двигателя поршни в комптекте с шатунами необходимо разбирать в следующем порядке:снять стопорные кольца поршневого пальца;
нагреть поршень в масляной ванне до 80°С, вынуть поршневой палец и отделить поршень от шатуна;
при помощи щипцов (рис. 46) снять компрессионные и маслосъемные кольца.
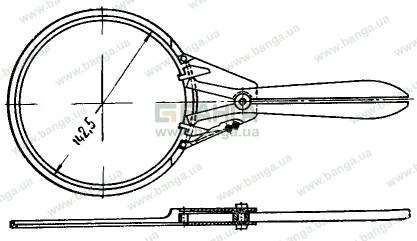
Рис. 46. Щипцы для снятия и надевания поршневых колец
Замена поршней и гильз. Предельные величины зазоров, при которых целесообразно заменять поршни и гильзы, даны в табл. 8.
Кроме того, гильзы подлежат замене при наличии трещин, заливов или местных износов. Гильзу из блока цилиндров вычрессовывают при помощи приспособления (рис. 47).
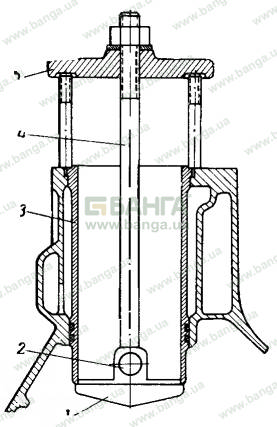
Рис. 47. Приспособление для выпрессовки гильз цилиндров
Поршни заменяют: если имеются глубокие задиры на поверхности юбки; при отсутствии оловянного покрытия на большей площади поверхности поршней; при наличии осповидного выгорания поверхности поршня в зоне канавок под компрессионные кольца.Гильзы по внутреннему диаметру (мм), а поршни по наибольшему наружному диаметру юбки делятся на следующие группы.
Группа A A A AAA АААА
Гильза 130+0-010 130+°;°® 130$;™ 130+°$°
поршень 1зо=?;®° 1зо=8;11 130=8:51 130=8:1?
Кроме того, по посадке пальца в поршне имеются следующие три размерные группы поршней и шатунов (мм).
Г руппаБББ ББ Б
Палец 50—о,ооз г-п-О,С03 ои-0,006 с п "0,006 ои-0,012
Втулка шатунасП+0,С26 Т-0,023 П(>-Ъ0,0?0
+0.017 цп+0,017
~]-0,014
Отверстие в поршне под палец цп—0,012 ои-0,006 СА—0,015 ° -0,012 пп—0,018 ои-0,015
Метки, обозначающие группу поршня и гильзы, ставят на днище поршня и на верхнем торце гильзы. Метки, обозначающие группу пальца поршня и верхней головки шатуна, ставят на днище поршня, фаске отверстия пальца и торце верхней головки шатуна.
Таблица 8
Предельные величины зазоров поршней и гильз
|
Наименование размера |
Величина допуска или зазора, мм |
|
|
Новых |
Изношенных |
|
|
Овальность и конусность внутреннего диаметра гильзы цилиндров |
0,025 |
0,1 |
|
Диаметральный зазор между юбкой поршня и гичьзой |
0,19—0,21 |
0,35 |
|
Торцовый зазор между канавкой поршня и малссъемным кольцом |
0,086—0,127 |
0,5 |
|
Торцовый зазор между канавкой поршня компрессионным кольцом |
0,129—0,165 |
0,5 |
Перед установкой на двигатель гильзы и поршни комплектуют по одной размерной группе. Бурты гильз цилиндров, установленных в выточки блока цилиндров, должны выступать над плоскостью блока на величину 0,07—0,17 мм. Выступание буртов гильз контролируют до постановки на гильзы уплотнительных резиновых колец. После подбора гильзу фиксируют относительно блока меткой, выбив ее на верхней нерабочей поверхности бурта гильзы в направлении передней части блока. Уплотнительные кольца после помещения в канавки гильзы смазать дизельным маслом. Гильзы устанавливают в цилиндры от усилия руки.
После замены гильз блок цилиндров проверяют на герметичность рубашки охлаждения под давлением 4,0 кГ/см2.
Замена поршневых колец. Поршневые кольца не пригодны к дальнейшей эксплуатации при наличии грубых вертикальных рисунок, выкрашиваний, сколов, а также если торцовый зазор между кольцами и канавкой поршня более 0,5 мм.
В случае установки новых поршневых колец их проверяют и подгоняют по гильзам комплектно. Для этого каждое кольцо устанавливают в гильзу на 20 мм ниже верхнего бурта, при этом зазор в стыке кольца должен быть в пределах 0,45—0,65 мм. Если зазор меньше, припилить концы стыка, обеспечив их параллельность в сжатом состоянии. После этого проверить прилегание кольца к стенкам гильзы. Световой зазор между кольцом и зеркалом гильзы не допускается.
Замена шатунов и поршневых пальцев. Шатуны заменяют при поломках или наличии трещин на теле или крышке шатуна.
Если шатун пригоден к дальнейшей эксплуатации, необходимо проверить диаметр отверстия под поршневой пален. Зазор в сопряжении пальца с втулками шатуна должен быть не более 0,15 мм В противном случае выпрессовать втулки, запрессовать новые и обработать их в комплекте с шатунами до диаметра 50+j^ мм
При запрессовке втулок должен быть обеспечен натяг 0,010— 0,015 мм. После обработки втулок шатун должен удовлетворять следующим требованиям:
оси нижней и верхней головок шатуна должны лежать в одной плоскости. Допустимое отклонение (скручивание) не более 0,04 мм на длине 100 мм (проверяют на приборе ПВШ);
непараллельность осей допускается не более 0,03 мм на длине Ю0 мм (проверяют на приборе модели 2211);
расстояние между осями должно быть 265±0,05 мм ( проверяют при помощи шаблона).
Поршневой палец заменяют при износе по диаметру, овальности и конусности более 0,02 мм. Если палец пригоден к дальнейшей эксплуатации, он должен быть использован в комплекте с тем поршнем и шатуном, с которым он был до разборки.
Поршень с шатуном собирают в последовательности, обратной разборке с соблюдением следующих условий:
промыть масляный канал шатуна;
нагреть поршень до температуры 80 — 100°С и установить палец усилием руки; запрессовывать палец запрещается;
стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения;
смешение камеры сгорания должно быть в сторону длинного шатунного болта (рис. 48);
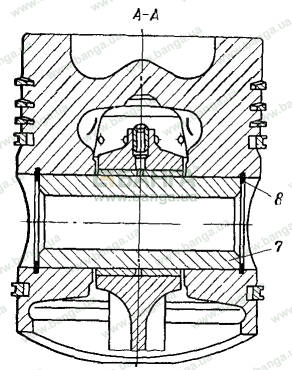
Рис. 48. Шатун с поршнем в сборе
поршневые кольца устанавливают на поршень при помощи щипцов (см. рис. 46), ограничивающих расширение кольца обоймой с внутренним диаметром 142,5 мм;
компрессионные кольца устанавливают скошенной стороной и клеймом «верх» к головке поршня;
замки смежных поршневых колец направляют в противоположные стороны, т. е. располагают под углом 180°.