


Водяной насос КрАЗ-256, КрАЗ-256Б
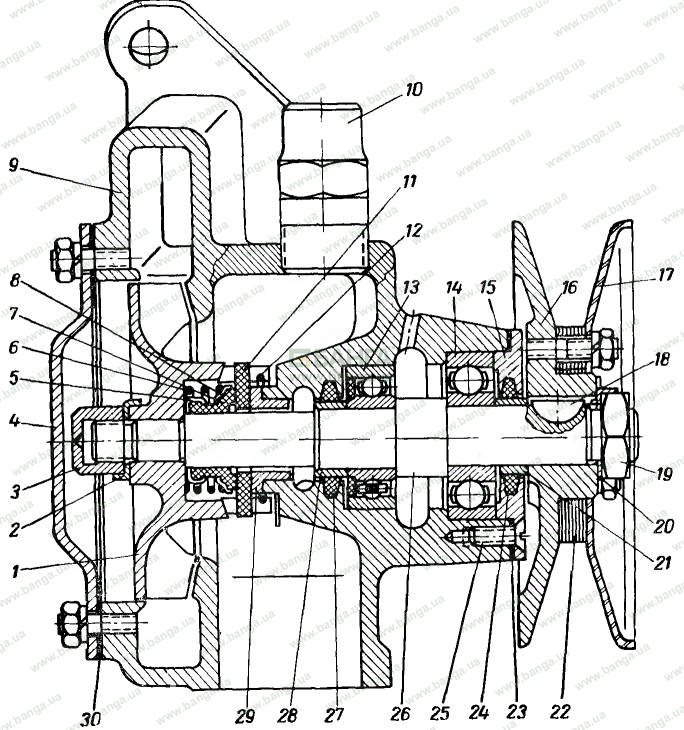
Рис. 53. Водяной насос
Водяной насос разбирают для ремонта в случаях течи охлаждающей жидкости через уплотнения и повышенного износа шариковых подшипников. Порядок разборки насоса следующий <пне. 53. Кобойма манжеты сальника; 6 — пружина сальника; 7 — манжета сальника; 8 — большая обойма манжеты сальника; 9 — корпус; Ю — перепускной ниппель тоубкн термостатов; И—упорное кольцо сальника; 12—стопорное кольцо сальника; 13 и 14—та риковые подшипники; /5 —корпус сальника; 16—ступица шкива; 17 — боковина шкива: 18— шпонка; 19—гайка; 21 и 28 — втулки сальников; 22 — регулировочные прокладки шкива; 23— прокладка крышки сальника; 24 и 27 — сальники; 25—винт корпуса сальника; 26—валик; 29—втулка корпуса: 30—прокладка крышки корпуса
Отвернуть гайку 19 крепления шкива привода водяного насоса и при помощи съемника снять шкив. Извлечь сегментную шпонку 18.
Отвернуть винты 25 крепления корпуса 15 сальника и снять корпус вместе с сальником.
Отвернуть гайки крепления крышки корпуса и осторожно снять крышку 4.
Отвернуть колпачковую гайку 3 крепления крыльчатки и при помощи выколотки спрессовать крыльчатку 1 вместе с сальником. Выпрессовать валик 26 вместе с подшипниками 13 и 14 из корпуса 9 насоса.
Разобрать сальниковое уплотнение крыльчатки.
Проверить состояние деталей водяного насоса. Поверхность упорного кольца сальника и сопрягаемая с ней поверхность корпуса должны быть гладкими, без царапин и рисок. Втулку 29 выпрессовывают при помощи оправки. При запрессовке новой втулки должен быть обеспечен натяг в пределах 0,002 — 0,040 мм.
Разрешается установка подшипников в гнезда корпуса с диаметральным зазором по наружному диаметру обоймы до 0,03 мм. При установке подшипников на валик водяного насоса должен быть обеспечен натяг по отверстию внутренней обоймы в пределах 0,000 — 0,24 мм.
Собирают водяной насос в последовательности, обратной разборке, с соблюдением следующих требований.
Манжету 7 сальника крыльчатки установить таким образом чтобы большой бурт был направлен в сторону упорного кольца 11 сальника.
Упорное кольцо /7-манжеты 7 сальника крыльчатки перед сборкой пропитать в подогретой смеси, состоящей из 85% жирового солидола УС-1 ГОСТ 1033—51 и 15% графита марки А ГОСТ 8296—57. Кроме того, поверхности прилегания упорного кольца и втулки 29 корпуса притереть. При собранном сальнике крыльчатки перемещение упорного кольца вдоль пазов крыльчатки должно происходить свободно, без заедании.
Задний шариковый подшипник 13 устанавливать фетровым уплотнением в сторону крыльчатки. При сборке полость подшипников заполнить на 2/з объема смазкой ЦИАТИМ-201 ГОСТ 6267—59 или смазкой 1-13 ГОСТ 1631—61. После сборки добавить смазку через масленку до появления ее из контрольного отверстия.
Колпачковую гайку 3 крепления крыльчатки на валике затягивать до отказа и стопорить шайбой 2.
Винты 25 крепления корпуса 15 сальника завернуть до отказа, после чего головки винтов закернить от самоотвинчивания.
Гайку 19 крепления шкива затянуть до отказа и застопорить шайбой 20.
После сборки водяного насоса валик должен вращаться свободно, без заеданий.
Проверка исправности термостата. Термостаты, снятые с двигателя, очистить от грязи и накипи. При наличии повреждений деталей термостаты подлежат замене.
Для проверки работы термостаты опустить в сосуд с водой, нагретой до 90— 100°С, а затем, постепенно охлаждая воду, проследить за температурой начала и конца закрытия клапана термостата. Клапан должен начинать закрываться при 81 — 85°С и полностью закрываться при 68 — 72°С.