




Сборка и балансировка карданного вала КрАЗ-6446
Перед сборкой в каждый игольчатый подшипник заложите 10 - 12 г смазки
АЗМОЛ-158 (№ 158М). Игольчатые подшипники должны вращаться на шейках крестовины без заедания.
Торцевые уплотнения напрессовывайте на шипы крестовины до упора с помощью оправки (рис.24).

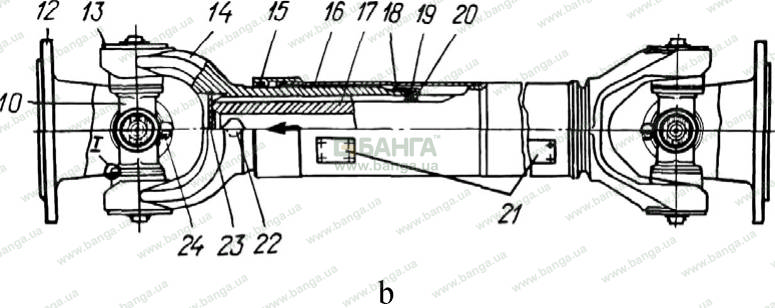
Рисунок 22 - Карданные валы
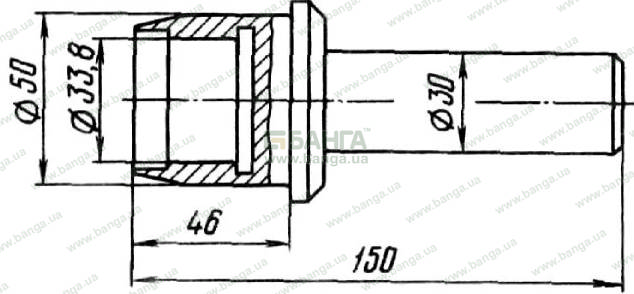
Рисунок 24 - Оправка для напрессовки торцовых уплотнений
Пресс-масленки, установленные на крестовинах обоих шарниров карданного вала, должны быть направлены в сторону и расположены под углом 30 - 60 º к оси шипов крестовины.
Поверхность шлиц и внутреннюю полость шлицевого конца вала смажьте, а внутреннюю полость скользящей вилки и полость защитной трубы заполните графитной смазкой УСсА. Масленку 22 (см. рис.22) (пробку) скользящей вилки заворачивайте при полностью вдвинутом шлицевом конце.
Рис.24. Оправка для напрессовки торцовых уплотнений
Рекомендуемый порядок сборки карданных валов следующий:
1. Вверните пресс-масленку 24 в крестовину 10 и затяните крутящим моментом 10 -22 Н·м (1 - 2,2 кгс·м).
2. Заведите крестовину 10 в отверстия вилки и фланца вилки, после чего напрессуйте торцевые уплотнения 8 (желательно новые во избежание их проворачивания).
3. Напрессуйте на шипы крестовины 10 игольчатые подшипники 11 в сборе с обоймой и манжетой 9.
4. Установите крышки 13 выступами в торцевые канавки подшипников, поставьте стопорные пластины, заверните болты крепления крышек крутящим моментом 28 -36 Н·м (2,8 - 3,6 кгс·м), отогните усики стопорных пластин на грани болтов.
5. Установите уплотнительные кольца 15 в защитный кожух карданного вала.
6. Во избежание повреждения шлицами шлицевого конца карданного вала уплотни-
тельного кольца 19 вилки его сборку производите в следующем порядке:
- установите на шлицевой конец вала последовательно: разрезную технологическую
скобу (рис.25) обойму 18 (см. рис.22) манжеты, упорное кольцо 20, уплотнительное
кольцо 19 вилки и скользящую вилку 14;
- наверните обойму 18 манжеты до упора, а затем, поджав ее еще на 1/2 - 3/4 оборота, закерните обойму в одной точке на расстоянии 2 мм от торца. Снимите технологическую скобу.
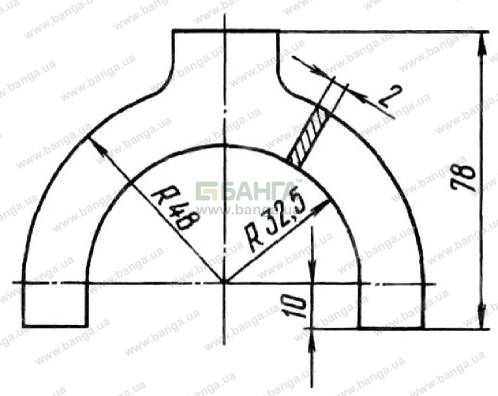
Рис.25. Технологическая разрезная скоба
Собранный карданный вал, кроме основного карданного вала, должен быть динамически сбалансирован на частоте вращения 2100 мин-1 приваркой балансировочных пластин и поворотом скользящей вилки на 180 º. Допустимый дисбаланс при любой установке скользящей вилки относительно приварной не должен превышать величин, указанных в табл.11. После балансировки выбейте стрелки на скользящей вилке и защитном кожухе карданного вала.
Таблица 11. Допустимый дисбаланс карданных валов
|
Обозначение карданных валов |
Масса, кг |
Допустимый дисбаланс, гс-см |
|
260-2201010-10 |
36,74 |
180 |
|
260-2203010-10 |
40,64 |
200 |
|
260-2205010-10 |
47,1 |
230 |