




Глава 1.6 Седла клапанов MAN L 2000
Кольца седел клапанов вставные, их наружный диаметр может иметь как нормальный размер (N), так и размер класса 1.
Допускается шлифование седел впускных и выпускных клапанов при условии сохранения границ допуска по осадке.
Направляющие втулки служат для центрирования клапанов относительно сёдел, поэтому перед шлифованием седел втулки следует заменить.
Если после установки новых клапанов осадка головок превышает заданные значения, следует заменить сёдла клапанов. Для снятия используйте специальную технологическую оснастку.
Перед установкой новых седел рекомендуется замерить внутренний диаметр гнезд под их установку.
♦ Нагрейте головку блока циклиндров до 80°С и охладите сёдла до- 200 °С.
♦ Установите сёдло в гнездо (помощью подходящего стержня.
♦ Прошлифуйте установленное седло.
♦ Проверьте осадку (заступу тарелок клапанов относительно установочной плоскости головки блока цилиндров).
Если направляющие втулки подлежат замене, то шлифование седел следует производить после замены направляющих втулок.
Вставные направляющие втулки впускных и выпускных клапанов имеют конструктивные отличия. Втулка впускного клапана длиннее чем втулка выпускного клапана, а ее наружный диаметр может иметь нормальный размер (N), так и размер класса 1. Для снятия направляющие втулки необходимо использовать пресс и стержень подходящих размеров. Втулки выбивают в сторону клапанных коромысел. При монтаже установите новую смазанную втулку в отверстие, не допуская смещения относительно оси, и запрессуйте ее со стороны клапанных коромысел, выдерживая размер возвышения, одинаковый для втулок впускного и выпускного клапанов.
Внимание! Верхний торец направляющих втулок имеет фаску.
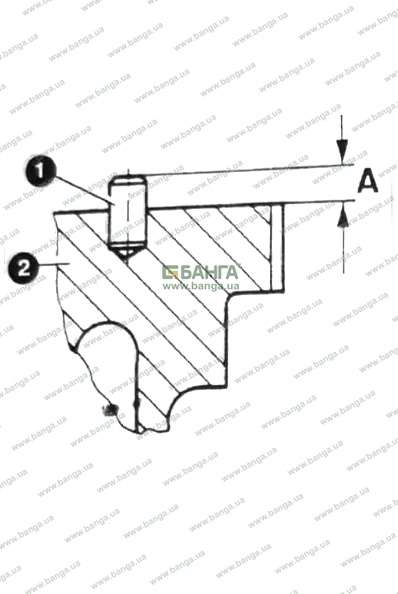
Рис. 1.3. Частичный обзор верхней контактной поверхности блока цилиндров, показывающий разрез установочного штифта.
А - максимальная высота возвышения штифта: 4,5 мм.
1. Штифт.
2. Блок цилиндров.
♦ Проверьте внутренний диаметр установленной втулки на соответствие диаметру стержней клапанов. Прошлифуйте клапанные сёдла.
Клапаны
Снятие клапанов не представляет сложности. Фиксация пружины обеспечивается с помощью конусных сухарей. При установке клапанов выдерживайте монтажные зазоры, а при шлифовании - допуски притирки. Выдерживайте осадку тарелок клапанов относительно установочной плоскости головки блока цилиндров.
Чрезмерная осадка может привести к проблемам при запуске двигателя и послужить причиной чрезмерного дымления на выпуске. Недостаточная - может привести к соударению клапана с поршнем. Каждый клапан удерживается в седле одной пружиной. Пружины впускных и выпускных клапанов одинаковые. Проверьте калибровку
пружин и замените их, если измеренные значения отличаются от заданных.
♦ Проверьте также угол изгиба пружины относительно продольной оси.
♦ Замените пружину с поврежденным лаковым защитным покрытием, чтобы избежать разрыва пружины при эксплуатации.
Сборка головки блока цилиндра
♦ Очистите головку блока цилиндров и все детали, подлежащие установке.
♦ Продуйте все каналы, обеспечивающие доступ смазки к клапанным механизмам.
Если предполагается повторное использование клапанов, то необходимо установить каждый на своё прежнее место, определённое при демонтаже.
♦ Установите клапаны в направляющие втулки, предварительно смазав стержни моторным маслом.
♦ Установите головку блока цилиндров на установочную плоскость.
♦ Установите опорные шайбы пружин в специальные проточки, затем сами пружины и, наконец, верхние шайбы.
♦ С помощью специального приспособления сожмите пружину, установите разъемные части сухаря и совместите их стыки, затем отпустите пружину.
Те же операции повторите для следующего клапана.
♦ Установите блок головок на ребро и, слегка постукивая молотком по торцам стержней клапанов, добейтесь, чтобы разъемные части сухарей встали на место.
♦ Проверьте правильность осадки тарелок клапанов по отношению к установочной плоскости.
Проверьте возвышение распылителя форсунки по отношению к установочной плоскости блока цилиндров, временно установив корпус форсунки в гнездо. Эту
операцию необходимо производить при снятой головке блока цилиндров.
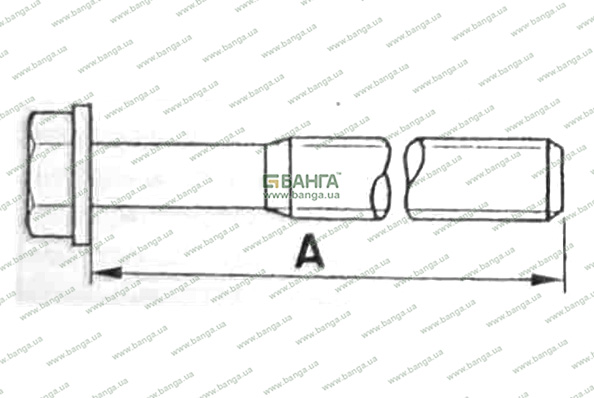
Рис. 1.4. Болт головки блока цилиндров.
А=140- 140,5; максимальная длина 142 мм.
♦ Смажьте консистентной смазкой одну из плоскостей медной уплотнительной шайбы и установите ее рядом с гайкой корпуса форсунки.
♦ Установите корпус форсунки в гнездо как при окончательной сборке и заверните гайку заданным моментом.
♦ Убедитесь, что величина возвышения распылителя форсунки над установочной плоскостью головки блока цилиндров соответствует требуемой.
♦ Если это не так, то можно установить медную шайбу большей или меньшей толщины.
♦ Снимите корпус форсунки, чтобы не повредить распылитель, нанесите метки взаимного расположения на корпус форсунки с прокладкой и на его посадочное место в головке блока цилиндров.
♦ Удостоверьтесь, что в отверстиях под болты крепления головки к блоку цилиндров нет ни влаги, ни масла.
♦ Проверьте чистоту установоных поверхностей головок и блоков цилиндров.
♦ Установите установочные штифты в гнёзда на контактной поверхности блока цилиндров. Каждая головка центрируется двумя штифтами. Проконтролируйте, чтобы вы ступ установочного штифта не превышал максимального заданного значение.
♦ Проверьте положение гилызы (если двигатель поставляется с установленными гильзами) и поршней пс отношению к установочной плоскости блока цилиндров.
♦ Установите сухую уплотнительную прокладку на блок цилиндров и совместите отверстия каналосистемы охлаждения.
♦ Проведите ту же последовательность операций со второй головкой.
♦ Измерьте длины болтов головок блока цилиндров. Нормальная величина должна лежать в пределах 140-140,5 мм.
♦ Смажьте болты (резьбы и опорные плоскости). Не рекомендуется использовать смазки на основе дисульфида молибдена или графитовые смазки.
♦ Установите головки на блок цилиндров и убедитесь, что они плотно «сидят» на установочной плоскости.
♦ Установите крепёжные болты и наживите их, не затягивая.
♦ Выровняйте головки с помощью линейки и окончательно установите впускной и выпускной коллекторы.