


Рекомендации по выполнению операций. Головки блоков цилиндров
Рекомендации по выполнению операций
Головки блоков цилиндров
Перед проведением любых работ на двигателе рекомендуется проверить компрессию в каждом цилиндре. Эта операция позволит быстро проверить состояние двигателя без снятия тяжелых агрегатов. Проверка производится на прогретом двигателе при помощи стартера после снятия форсунок.
Следует отметить, что каждая головка покрывает два цилиндра.
Снятие
♦ Слейте охлаждающую жидкость в специальную емкость.
♦ Снимите трубки высокого давления между корпусами форсунок и насосом, а также подающие и отводящие трубки.
♦ Снимите водяные коллекторы, а также впускной и выпускной коллекторы.
♦ Снимите болты крепления, а затем - рампу коромысел.
♦ Извлеките толкатели клапанных коромысел.
♦ На холодном двигателе отверните болты крепления головок блоков цилиндров в порядке, обратном затяжке.
♦ Снимите головку блока цилиндров и прокладку.
Если форсунки не были сняты, не следует устанавливать головку блока цилиндров на плоскость стыка, т. к. в противном случае наконечники форсунок могут быть повреждены
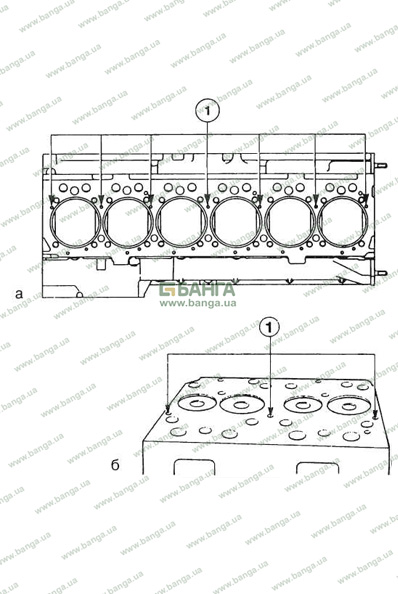
Рис. 1.3. Отверстия на блоке цилиндров, подлежащие закупориванию или закупоренные.
Работы на головке блока цилиндров
Если форсунки предварительно не были сняты, следует поступать следующим образом: отверните гайку, ввернуть переходник в корпус форсунки, а затем вверните инерционный съемник. Далее извлеките корпус форсунки, снимите уплотнительную прокладку.
♦ Очистите нижнюю плоскость стыка головки и проверьте ее плоскостность.
♦ Очистите от нагара головки клапанов и измерьте их осадку.
В зависимости от полученных результатов измерения, снимите клапаны. Для этого следует использовать приспособление для сжатия пружин. Снимите конические полусухари, извлеките верхние тарелки, пружины (в каждом клапане предусмотрено по одной пружине), а затем - опорные тарелки (по одной на пружину).
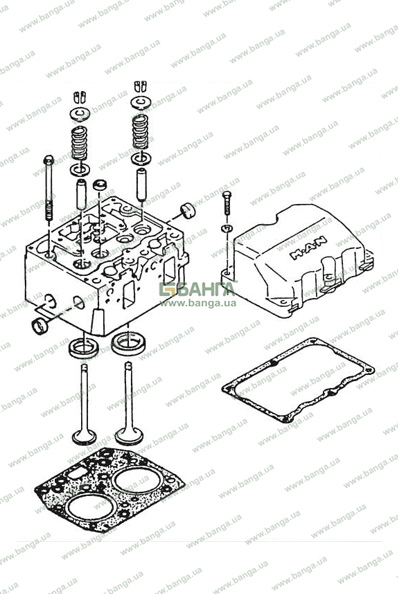
Рис. 1.4. Головка блока цилиндров
♦ Повторите ту же операцию с остальными клапанами.
♦ Проверьте размеры и зазор клапанов в соответствующих направляющих втулках.
Если клапаны подлежат дальнейшему использованию, можно приступать к их установке, используя специальную перфорированную пластину. Она позволит установить клапаны в первоначальное положение.
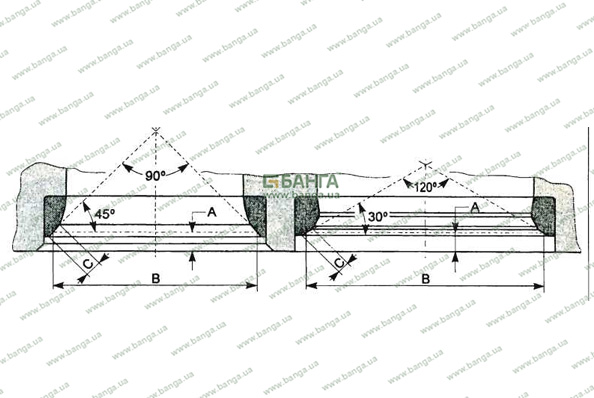
Рис. 1.5. Размеры для шлифования седел клапанов. ВПУСКНЫЕ КЛАПАНЫ.
А: от 4,3 до 4,4 мм; В: диаметр 46 мм; С: от 3,3 до 3,8 мм. ВЫПУСКНЫЕ КЛАПАНЫ
А: от 4 до 4,1 мм; В: диаметр 40 мм; С: от 3,3 до 3,8 мм.