



Седла клапанов MAN M 2000
Седла клапанов вставные. Наружный диаметр может быть как нормального размера, так и размера «класса 1».
Седла клапанов могут быть подвержены шлифованию при условии, что величина осадки как впускных, так и выпускных клапанов останется в допустимых пределах.
Поскольку направляющие втулки служат для центрирования клапанов относительно седел, их необходимо заменять перед шлифованием седел.
Если с новыми клапанами осадка головок клапанов слишком велика, следует заменить седла клапанов.
Для снятия седел следует использовать специальное приспособление, которое распространяется через торговую сеть.
Внимание! Если на поверхности головки блока цилиндров между двумя седлами образовались трещины, головку следует заменить.
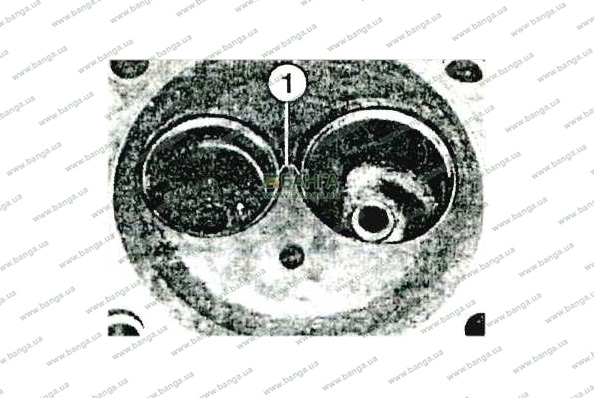
Рис. 1.6. Проверка наличия трещин между двумя седлами клапанов
1. Отсутствие трещин.
Рис. 1.5. Размеры для шлифования седел клапанов. ВПУСКНЫЕ КЛАПАНЫ.
А: от 4,3 до 4,4 мм; В: диаметр 46 мм; С: от 3,3 до 3,8 мм. ВЫПУСКНЫЕ КЛАПАНЫ
А: от 4 до 4,1 мм; В: диаметр 40 мм; С: от 3,3 до 3,8 мм.
Установка седел клапанов
Перед установкой нового седла рекомендуется измерить внутренний диаметр гнезда для его установки.
♦ Нагрейте головку блока цилиндров примерно до 80°С, а седло охладите до температуры -200°С.
♦ Установите седло в гнездо при помощи стержня подходящего диаметра.
♦ Проведите шлифование седла с соблюдением указанных размеров.
♦ Проверьте осадку головки клапана относительно плоскости стыка головки блока цилиндров.
Если направляющие втулки подлежат замене, то шлифование седел должно проводиться после замены. Примечание: При перегреве головки блока цилиндров пластинки выходят из строя. Поэтому следует установить новые пластинки, предварительно нанеся на них состав Іоcotite 270. Для установки рекомендуется использовать подходящий стержень.
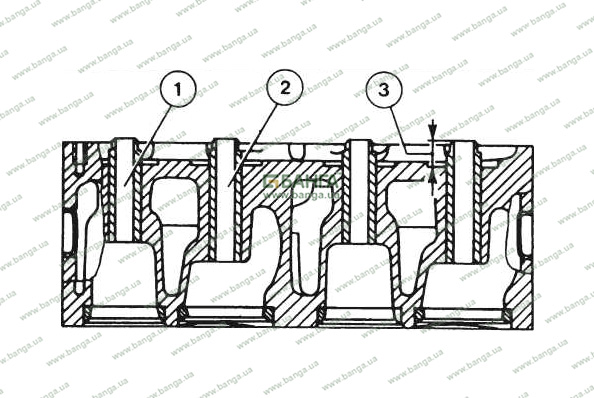
Рис. 1.7. Положение направляющих втулок в головке блока цилиндров
1. ВЫПУСКНЫЕ КЛАПАНЫ. Короткие направляющие втулки
2. ВПУСКНЫЕ КЛАПАНЫ. Длинные направляющие втулки
3. От 14,1 до 14,5 мм.
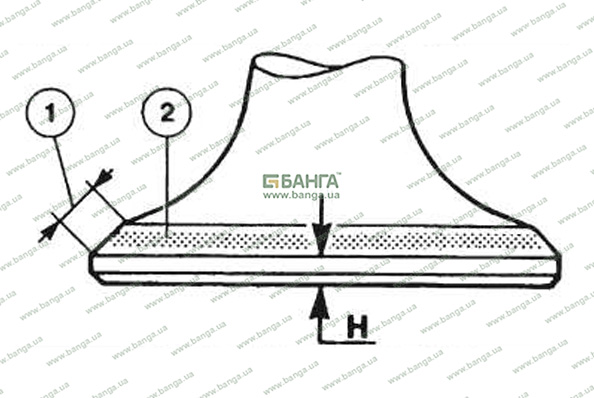
Рис. 1.8. Размеры, которые необходимо соблюдать при притирке клапанов.
1. от З,З до 3,8 мм
2. Притираемая поверхность от 2 до 2,5 мм
Н. Высота тарелки ВПУСКНОГО КЛАПАНА: 3 мм ВЫПУСКНОГО КЛАПАНА: 2,3 мм.
Направляющие втулки клапанов
Направляющие втулки клапанов вставляются в головку блока цилиндров. Направляющие втулки впускных и выпускных клапанов разные. Втулки впускных клапанов длиннее, а наружный диаметр может иметь нормальный размер или размер класса 1.
Снятие производится при помощи пресса и стержня подходящих размеров.
♦ Выпрессуйте направляющие втулки со стороны клапанных коромысел.
При сборке расположите предварительно смазанные направляющие втулки соосно гнездам и установить их со стороны коромысел, соблюдая размер отступа, который одинаков для всех втулок.
Примечание: на верхнем конце направляющей втулки имеется фаска.
♦ Проверьте внутренний диаметр установленной направляющей втулки в зависимости от диаметра стержней клапанов. Проведите шлифование седел клапанов.
Клапаны
Снятие клапанов не представляет трудности. Пружина зафиксирована коническими полусухарями.
Соблюдайте монтажные зазоры в направляющих втулках и размеры, заданные для шлифования. Примечание: притирка новых клапанов обязательна.
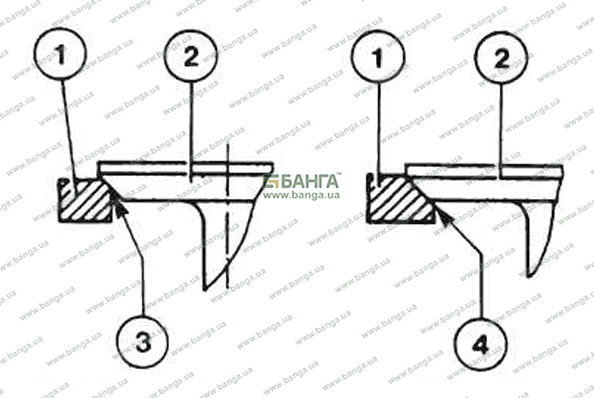
Рис. 1.9. Расположение клапана относительно седла
1. Седло клапана
2. Клапан
3. Правильная притирка
4. Неправильная притирка
Опорная притертая поверхность клапана должна быть безукоризненной и когерентной. Седла клапанов не должны быть слишком широкими т.к. это приведет к образованию нагара и, в свою очередь, к образованию утечек. Слишком тонкие седла клапанов ста¬нут причиной быстрого отвода тепла от тарелки клапана к головке блока цилиндров.
Соблюдайте размер осадки головок клапанов относительно плоскости стыка головки блока цилиндров. Большая осадка может стать причиной затрудненного запуска и значительного дымления на выпуске. Недостаточная осадка приведет к соприкосновению клапанов с поршнем.
Клапанные пружины
Каждый клапан удерживается в седле одной пружиной. Пружины впускных и выпускных клапанов одинаковые.
♦ Проверьте калибровку пружин и замените их, если значения отличаются от заданных.
♦ Проверьте также угол относительно продольной оси.
♦ Замените пружины с поврежденным защитным слоем. Повреждение защитного слоя может стать причиной разрыва пружины.
Сборка головки блока цилиндров
♦ Очистите головку блока цилиндров и все элементы, которые будут на нее устанавливаться.
♦ Продуйте каналы, через которые осуществляется смазка механизма управления клапанами.
Если клапаны используются повторно, следует установить их в положение, определенное перед разборкой.
♦ Смажьте моторным маслом стержни клапанов и установите их в направляющие втулки.
♦ Установите головку блока цилиндров на плоскость стыка.
♦ Поместите в специальные проточки опорные шайбы пружин, затем - пружины и верхние тарелки.
♦ При помощи специального приспособления сожмите пружину и установите конические полусухари. Отрегулируйте их положение и снимите приспособление.
Повторите операции с остальными клапанами.
♦ Поставьте головку блока цилиндров на ребро и слегка постучите по стержням клапанов молотком, чтобы полусухари встали на место.
♦ Проверьте осадку головок клапанов относительно плоскости стыка головки блока цилиндров.
♦ Проверьте возвышение наконечников форсунок относительно плоскости стыка головки блока цилиндров, временно установив корпусы форсунок в соответствующие гнезда. Эту операцию следует проводить на снятой головке блока цилиндров.
♦ Смажьте консистентной смазкой одну из поверхностей медной прокладки и установите ее на гайку корпуса форсунки. Установите корпус форсунки в соответствующее гнездо, как при окончательной сборке, и затяните заданным моментом.
♦ Убедитесь, что наконечник форсунки возвышается относительно плоскости стыка. Если величина отступа не соответствует заданному значению, то можно отрегулировать ее, установив медную прокладку большей или меньшей толщины.
♦ Снимите корпус форсунки для того, чтобы избежать повреждения наконечника при установке головки. Нанесите на корпус форсунки с про-кладкой и головку блока метки взаимного расположения.
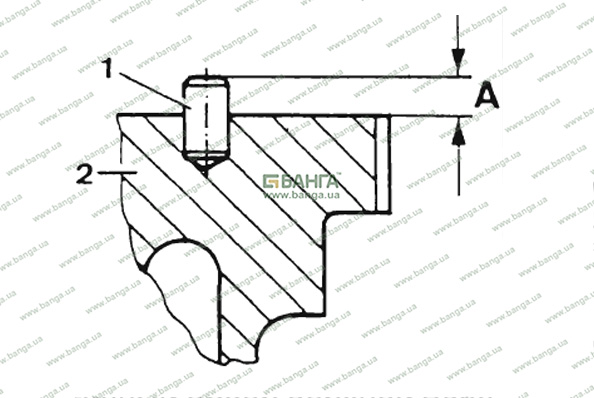
Рис. 1.10. Частичный обзор верхней плоскости стыка блока цилиндров, показывающий положение центрирующего штифта.
1. Штифт
2. Блок цилиндров.
А. Максимум 4,5 мм.
Установка головок блоков цилиндров
♦ Убедитесь, что в гнездах для болтов крепления головок к блоку нет воды и масла.
♦ Проверьте чистоту контактных поверхностей головок и блока.
♦ Поместите установочные штифты в соответствующие гнезда на контактной поверхности блока. Каждая го¬ловка центрируется двумя штифтами. Убедитесь, что величина отступа не превышает максимально допустимое значение (см. рис. 1.10)
♦ Проверьте положение гильз и поршней относительно плоскости стыка.
♦ Поместите сухую прокладку на блок. Убедитесь, что отверстия для прохождения охлаждающей жидкости совмещены.
♦ Повторите операции для остальных головок блоков цилиндров.
♦ Измерьте длину болтов.
Для новых болтов расстояние «А» (см. рис. 1.11) должно быть в пределах от 140 до 140,5. Если оно больше 142 мм, болт следует заменить.
♦ Смажьте моторным маслом резьбовые части и опорные поверхности болтов крепления головки блока цилиндров. Не следует использовать масла на основе дисульфида молибдена или графитовые смазки.
♦ Установите головки блоков цилиндров и убедитесь, что они правильно «сели» по всей плоскости стыка.
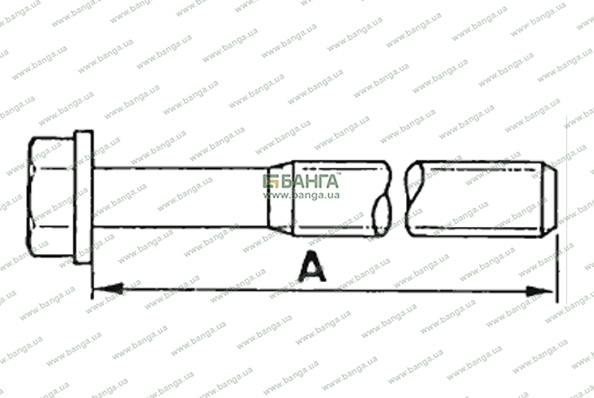
Рис. 1.11. Болт крепления головки блока цилиндров
А= от 140 до 140,5; максимум: 142 мм.
♦ Установите, не затягивая, болты крепления.
♦ Выровняйте при помощи линейки головки блоков цилиндров и приступите к окончательной установке впускного и выпускного коллекторов.
Внимание! Прокладки выпускных коллекторов должны устанавливаться в определенное положение: вогнутой частью в сторону головки блока цилиндров.
Затяжка болтов крепления головки блока цилиндров
♦ Установите болты вручную и проведите первый прием затяжки на 1 кГм в порядке, указанном на рис. 1.12.
♦ Проведите второй прием затяжки с усилием 8 кГм, а затем - третий с усилием 15 кГм.
♦ Далее, в том же порядке, проведите четвертую (угловую) затяжку на 90°.
♦ Закончите пятой угловой затяжкой на 90°.
Примечание: Через каждые 20000 - 30000 км пробега болты необходимо подтянуть, без предварительного отворачивания, на 90°. Исключение составляет случай, когда имеется этикетка, на которой указано, что эта операция уже была произведена на заводе. Затяжку можно проводить как на холод¬ном, так и на прогретом двигателе.
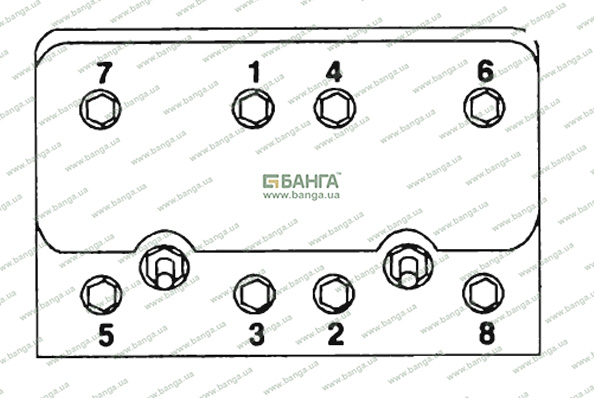
Рис. 1.12 . Порядок затяжки болтов крепления головки блока цилиндров.
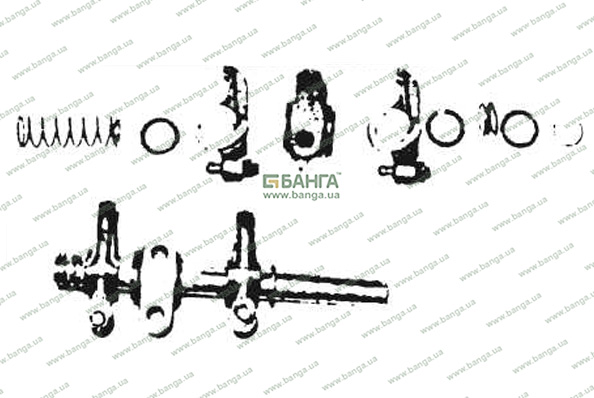
Рис. 1.13. Опора и коромысла
Опоры и коромысла
Каждая головка блока цилиндров имеет рампу коромысел, поддерживаемую двумя опорами.
Разборка и сборка не представляет трудности.
♦ Проверьте состояние и зазор клапанных коромысел на оси.
♦ При необходимости замените втулки коромысел. При установке втулок на место необходимо совместить смазочные отверстия.
Коромысла впускных и выпускных клапанов идентичны.
♦ Проверьте боковой зазор каждого коромысла.
♦ Установите толкатели клапанных коромысел, установите каждую из осей в сборе на головку блока цилиндров, затяните болты крепления заданным моментом и отрегулируйте зазор коромысел.
Проведите те же операции на остальных головках блоков цилиндров.
Перед установкой корпусов форсунок в головку блока цилиндров необходимо нанести на контактные поверхности состав «Never Seize» (показано стрелкой на рис. 1.14).
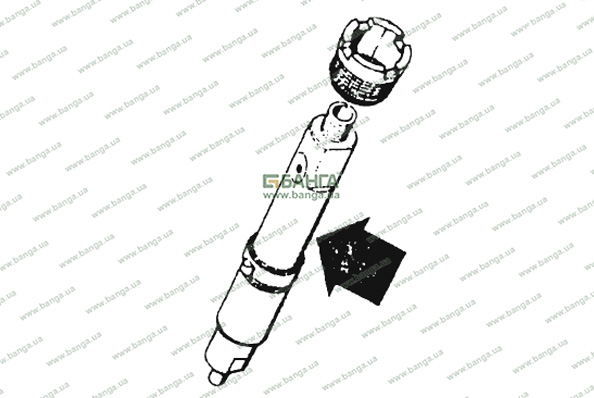
Рис. 1.15. Специальное приспособление для вращения коленчатого вала двигателя.
♦ Поместите корпусы форсунок с соответствующими прокладками в головку блока цилиндров, заверните, окончательно не затягивая, гайку, присоедините обратный трубопровод и трубопровод высокого давления.
Регулировка клапанных коромысел
Регулировка клапанных коромысел проводится на холодном двигателе. Величина зазора одинакова для всех клапанов.
Зазор коромысел (на холодном двигателе): ВПУСКНЫХ И ВЫПУСКНЫХ КЛАПАНОВ: 0,50 мм.
♦ Совместите приспособление для вращения коленчатого вала двигателя со смотровым отверстием маховика (см. рис. 1.15).
♦ Поверните коленчатый вал в рабочем направлении (по часовой стрелке) настолько, чтобы перевести поршень, соответствующий регулируемому коромыслу, в ВМТ фазы сжатия.
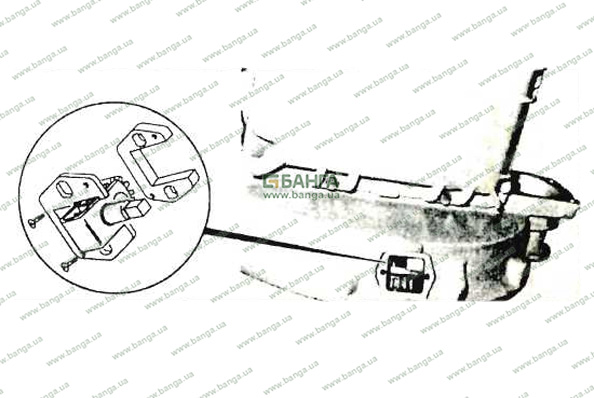
Рис. 1.15. Специальное приспособление для вращения коленчатого вала двигателя
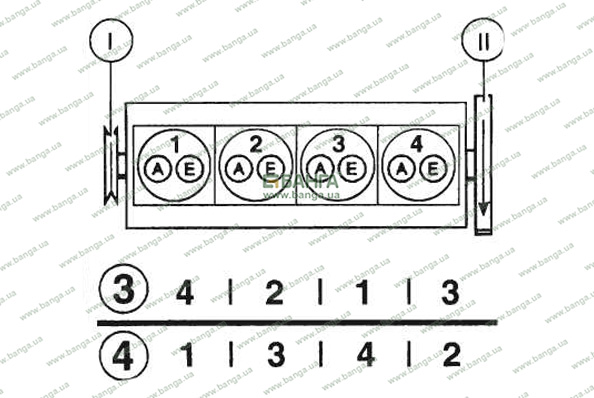
Рис. 1.16. Порядок регулировки клапанных коромысел 4-цилиндрового двигателя.
1. Цилиндр со стороны распределительного механизма
2. Цилиндр со стороны маховика двигателя
3. Цилиндры в равновесии
4. Регулируемые цилиндры.
♦ Отрегулируйте зазоры в порядке, указанном на рис. 1.16, 1.17
Примечание: Для того, чтобы можно было отрегулировать зазор клапанов следующего цилиндра в фазе сжатия, необходимо:
- в 4-цилиндровом двигателе повернуть коленчатый вал на пол-оборота,
- в 6-цилиндровом двигателе повернутъ коленчатый вал на треть оборота.
Для регулировки зазора во всех цилиндрах нужно повернуть коленчатый вал на два оборота.
После проведения регулировки затяните гайки корпусов форсунок и установите крышки головок блоков цилиндров.
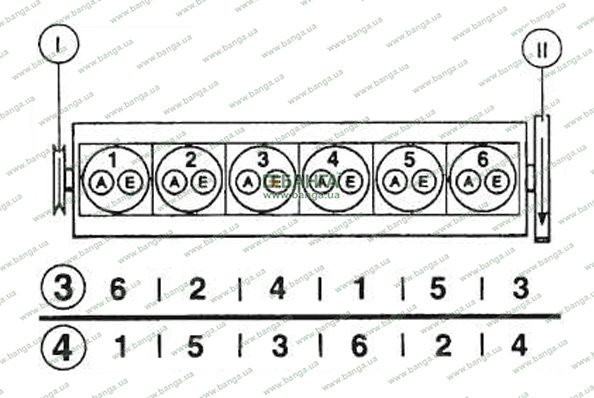
Рис. 1.17. Порядок регулировки клапанных коромысел 6-цилиндрового двигателя.
1. Цилиндр со стороны распределительного вала
2. Цилиндр со стороны маховика двигателя
3. Цилиндры в равновесии
4. Регулируемые цилиндры.