Притирка клапанов ЯМЗ-238Н, ЯМЗ-238ФМ, ЯМЗ-238Л, ЯМЗ-238Б
Перед началом притирки очистить головки цилиндров от масла и нагара и нанести метки на тарелки клапанов, чтобы при сборке обязательно установить их по своим седлам. Снять клапаны с помощью приспособления, изображенного на рис. 92.
Головку цилиндров без форсунок, коромысел и осей коромысел установить на плиту так, чтобы обеспечить упор для клапанов. Упорный болт 1 приспособления ввернуть в отверстие болта крепления оси коромысла, нажимную тарелку 2 приспособления поставить на тарелку пружины клапана и, нажимая на рукоятку 2 рычага приспособления, отжать пружину клапана, вынуть сухари тарелки клапана, разобрать пружинный механизм, поднять головку цилиндров и вынуть клапаны. Клапаны и седла тщательно очистить от нагара, промыть в керосинки осмотреть для определения степени ремонта.
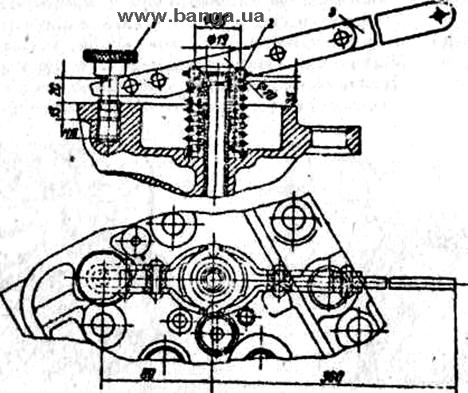
Рис. 92. Приспособление для снятия и установки клапанов газораспределения:
1 - упорный болт; 2 - нажимная тарелка; 3 - рукоятка
Восстановить герметичность клапана притиркой при наличии незначительных износа и мелких раковин на фасках можно лишь в том случае, если тарелка и стержень не покороблены и нет прогаров на фасках клапана и седла. При наличии этих дефектов притирке должны предшествовать шлифовка седел и клапанов или замена неисправных клапанов новыми.
Для притирки клапанов использовать специальную притирочную пасту, приготовленную путем тщательного перемешивания трех частей (по объему) микропорошка зеленого карбида кремния с двумя частями моторного масла и одной частью дизельного топлива. Перед употреблением притирочную смесь тщательно перемешать, так как при отсутствии механического перемешивания микропорошок способен осаждаться.
Стержни клапанов смазать чистым моторным маслом. Притирочную пасту наносить в выточки на головке цилиндров, как показано на рис. 93 не менее, чем на 90? по окружности выточки. Наличие пасты на торцах тарелок клапанов не допускается. Процесс притирки состоит из возвратно-вращательного движения клапанов при помощи специального приспособления или дрели с присосом. Нажимая на клапан с усилием 20-30 Н (2-3 кгс), повернуть его на 1/3 оборота, затем в обратном направлении на 1/4 оборота. После пяти двойных ходов клапан приподнять для улучшения подачи притирочной пасты. Нельзя производить притирку круговыми движениями. Продолжать притирку до тех пор, пока на фасках клапана и седла не появится непрерывный матовый поясок шириной «А» не менее 1,5 мм (рис. 94).
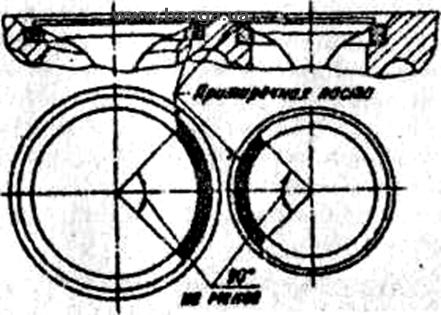
Рис. 93. Место нанесения притирочной пасты.
Разрывы матового пояска и наличие рисок на нем не допускаются. При правильной притирке матовый поясок «А» на седле должен начинаться у основания большого конуса седла, как показано на рисунке.

Рис. 94. Расположение матового пояска на седле головки цилиндров:
а - правильно; в – неправильно; 1 - головка цилиндров; 2 - седло, 3 - клапан
После окончания притирки клапаны и седла промыть керосином и вытереть насухо. Клапаны и пружины установить не свои места. Качество притирки проверить на герметичность керосином или дизельным топливом, заливая его поочередно во впускные и выпускные окна. Хорошо притертые клапаны не должны пропускать керосин или дизельное топливо в течение одной минуты при повороте клапана на любой угол. Допустима проверка качества притирки карандашом. Для этого поперек фаски притертого клапана мягким графитовым карандашом нанести через равные промежутки 10-15 черточек, после чего осторожно вставить клапан в седло и, сильно нажимая, повернуть его на 1/4 оборота. Все черточки на рабочей фаске должны быть стерты.
При неудовлетворительных результатах проверки притирку повторить.